

“焊将”来了 锐科手持焊专用激光器应用工艺“锦囊”助力解决焊接难题!
来源:激光打标 发布时间:2025-01-05 13:38:02应用领域发展尤为迅速,以变形小、易操作、速度快、节能环保等优势逐步替代传统焊接方式,迅速覆盖众多的行业场景,如门窗、家电、金属广告等领域。但仍存在价高质劣、不易操作、频繁报警等普遍痛点,
而对手持焊焊接效果影响的应用工艺参数又有哪些呢,本文将结合实际试验结果做多元化的分析,并列出了对焊接效果影响较大的工艺参数,供客户参考分析。

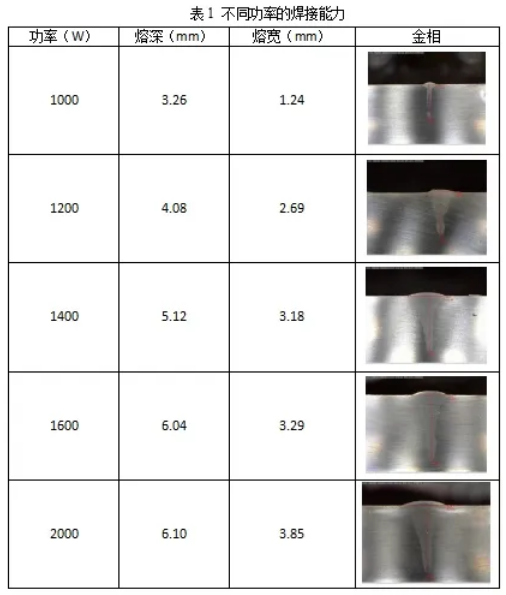
使用搭载锐科焊将系列RFL-C025H手持焊专用激光器的激光设备,在不锈钢上进行堆焊。在其他工艺参数不变的情况下,改变激光器输出功率,分别观察焊接后的熔深熔宽。详细数据如下表1所示。不难发现,随着功率升高,焊接后的熔深越深,熔宽越宽。说明激光器的功率越高,手持焊设备的焊接能力越强。表1展示了不一样的功率激光的焊接能力。
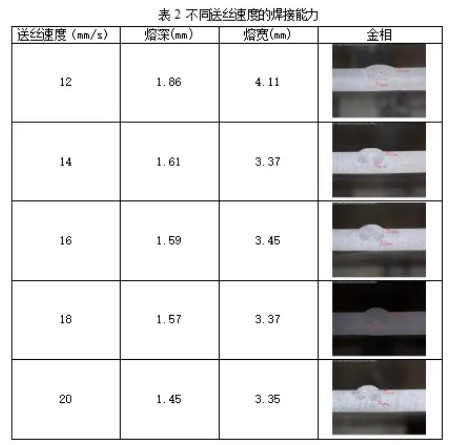
手持焊激光焊接一般都会采用的是激光填丝焊,会配置送丝机作为激光送丝设备,而送丝机的送丝速度也会影响到设备的焊接能力。如下表2所示,为功率1000W,焊接头摆幅3mm,频率50Hz参数时,不同送丝速度下在铝合金上的焊接情况。不难发现,在其他参数不变的情况下,送丝速度越快,熔深越浅,焊接能力越差。

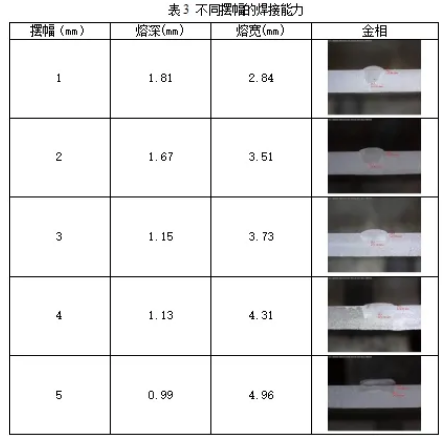
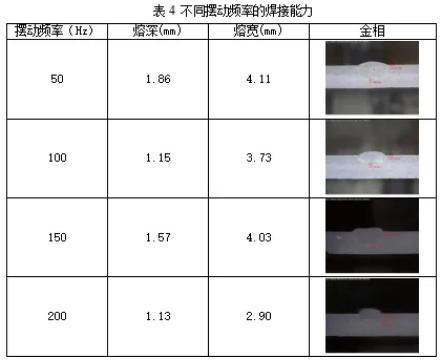
在搭载锐科焊将系列RFL-C015H1手持焊专用激光器的激光设备上焊接铝合金,分别控制单变量为摆幅和摆动频率,观察焊接后的熔深和熔宽,分别如下表3、4所示。不难发现,随着摆幅的增加,焊缝表面的宽度明显变大,但当摆幅为4、5mm时,焊接头的摆动速度会达不到要求,焊缝表面形貌表面不连续;随频率的增加,焊接熔深变低,但当频率超过100Hz时,表面形貌也变成不连续。
除了以上列出的工艺参数会对焊接效果有影响外,还有一些其他的外部条件也会对激光手持焊接的效果有一定影响,如焊接时辅助气体的选择、焊接加工铜嘴的选择和焊丝的选择等。其中辅助气体为氮气或者氩气最佳,加工铜嘴根据具体焊接方式来进行选择。
综合以上测试内容,在使用搭载锐科激光焊将系列水冷专用激光器手持焊设备的过程中,推荐焊接参数为:焊接功率为10-100%,送丝速度20mm/s以下,摆动幅度2-3mm,频率30-80Hz,焊接保护气体使用高纯氮气(纯度≥99.99%)或氩气(纯度≥99.99%),气流量15-20L/min。依据相应的材质和厚度选择对应的焊丝。